機械加工産業を節電させるのは「稼働率アップ」である理由






製造業界の中でも機械加工産業は、昔から日本が得意としてきた職人的技術を誇る分野です。現在は加工機器自体の性能が飛躍的に向上し続けていることもあって、より安定的でスムーズに製品を作ることができるようになりました。
しかし、機械加工産業はかつてほど収益性も安定していません。その理由は、製品の小ロット化により、規模が大きい工場ほど対応が難しくなったためだと考えられています。そのため、あらゆる発注量に対応できるよう製造機器の稼働率を上げることで節電するなどの工夫がされています。
今回は、そんな機械加工産業の節電対策について詳しくチェックしてみましょう。
稼働率と可動率の向上が節電対策に!機械加工産業の実態
機械加工において今最も頭が痛いことは、製造能力が高い加工機器を持っていてもそれを最大限に使いきれていないことです。どんな機器でも使い方次第で消費電力は高くなります。そのような使い方が繰り返されれば、1つの工程にかかるコストもどんどん跳ね上がっていきます。
したがって、「稼働率(カドウリツ)」と「可動率(ベキドウリツ)」は日常的に管理する必要があります。まず、稼働率と可動率を節電対策に生かすための基本を見ていきましょう。
稼働率と可動率の違いや求め方について
機械加工で重要視される「稼働率」と「可動率」について、ここでは下記のように分類します。一見同じようにも見えますが、実際は明確な違いがあります。
●稼働率=実績加工時間/加工設備の総稼働時間
●可動率=(実績加工数×製品1個当たりの加工時間)/実績加工時間
まず、稼働率についてです。ここで言う実績加工時間とは、実際に設備が機械加工のために稼働した時間のことです。つまり、設備の総稼働時間に対して、どれだけの時間が実際の加工業務に費やされたかを示しています。
一方可動率とは、実際に加工できた成果数に対して、1個あたりに想定される加工時間をかけた場合、実績加工時間(加工作業のために設備が稼働した時間)との割合はどうなるかを表しています。
つまり、実績加工時間に対する本来想定される加工時間の割合です。可動率を求めることで、設備が正常に動いている割合や作業効率などを知ることが出来ます。
稼働率は良く聞く概念ですが、そこに可動率という「トラブルなどの時間を除いた実際の加工作業」に費やされた時間を把握する概念を組み合わせれば、加工機器が稼働している割合をきちんと把握出来ます。
機械加工のタイムラグ改善で運営効率アップ!
また、機械加工の運営効率を向上させるためには、一連の作業を継続していく上で生じる時間的な無駄、つまりタイムラグを徹底的に改善しなければなりません。
小ロット製造が当たり前になった現在は、製品製造の材料準備や素早い加工をするための工夫をするなど、無駄な時間の削ぎ落としが非常に重要です。
複数工程の合間に生じる一連のタイムラグにより、加工機器に無駄な電力消費が発生するだけではなく、トータルのコストも増加してしまいます。機械加工産業で上手に節電を行うには、このように大きな視野で管理することが大切です。
機械加工作業時の段取り改善が節電対策に繋がる!

機械加工プロセスで非常に重要なのは、同じ機器で複数の加工を計画的に進めることです。つまり、Aという加工が終わり次第、次にBという加工へスムーズに移ることが最も理想的です。
スムーズに複数の加工を進めるには段取りの改善が必要です。段取りの改善は、単に作業スピードが速まるだけでなく、有効な節電対策にもなり得ます。ここでは機械加工の段取り改善について、具体的に見ていきましょう。
内段取りを外段取り化して無駄な電源オフを減らす
機械加工において従来行われてきた段取り方式は、「内段取り」と呼ばれる方法でした。これは、加工機械の作業台にてその都度機器の電源をオフにし、金型やカッターなどを組み立てダイセットに装着してから、その都度ダイセットの交換を行う方式です。ダイセットとは、加工時に部品の位置を調整する器具です。
しかし、この方法では電源をオフにする頻度が高くなり、結果として無駄な電力消費が生まれていました。この弊害をなくすために採用されたのが、いわゆる「外段取り」と呼ばれる段取り方式です。
「外段取り」とは、加工機械の電源をオフにせず金型や冶具の交換を行う方式です。金型などを作業前にあらかじめダイセットに装着しておくことで、ダイセットの交換のみで作業を続けることが出来るため、可動率アップに繋がります。
金型を順番通りに準備しておくことで可動率アップ
「外段取り」をより効率的に進める工夫も忘れてはなりません。交換する金型類が装着されたダイセットは、必要な順番にしたがって並べておきましょう。
さらに、ここで必要な材料なども一緒に用意しておけば、加工機器の可動率をさらに高めることが可能です。これによって節電効果も高めながら、生産性も高めることができ、まさに一石二鳥のメリットを得ることが出来ます。
工場内にいるスタッフ間のコミュニケーションを密にして、ベストな運用方法を模索することが重要です。
機械加工に欠かせないエアーコンプレッサーで節電する2つの方法
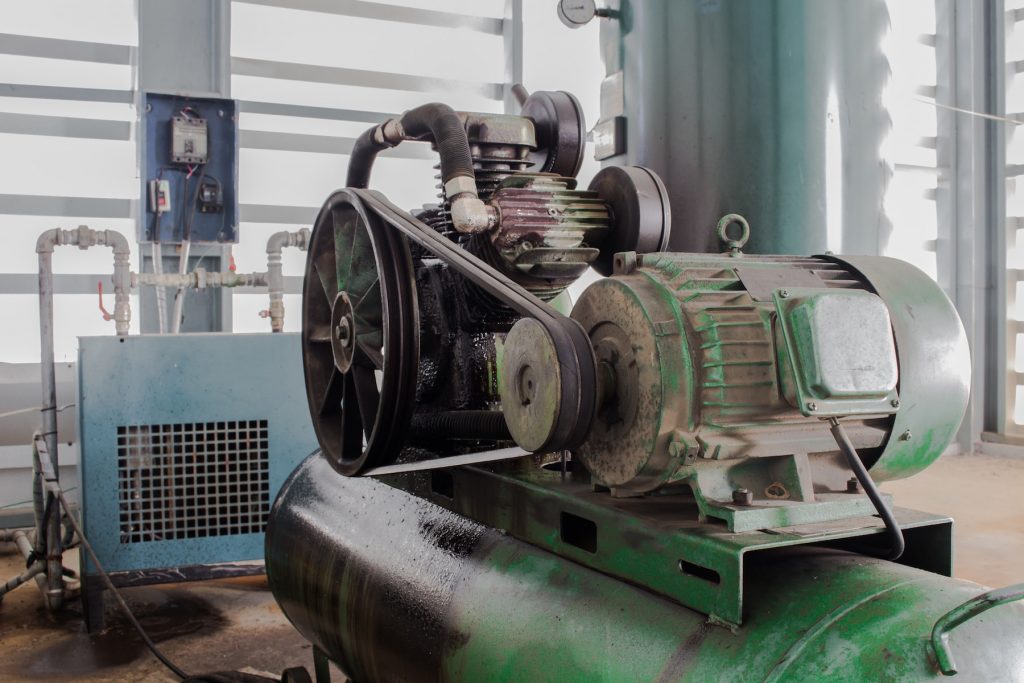
機械加工時に必要な動力として、電動のエアーコンプレッサーは欠かすことが出来ません。エアーコンプレッサーは空気を圧縮する機械で、その圧縮した空気を加工作業に利用することが出来ます。
エアーコンプレッサーのメンテナンスが大きな節電効果生むことがあまり理解されていないこともあり、節電対策に繋がる管理がきちんとされていない工場も多いです。ここでは、工場内でエアーコンプレッサーのメンテナンスを行い節電する方法について解説します。
1.エアーコンプレッサーを設置環境を改善して節電
機械加工だけではなく様々な製造現場で欠かせないエアーコンプレッサー。節電のためには、エアーコンプレッサーを適切な環境に設置する必要があります。
エアーコンプレッサーは、高温多湿を避け、ゴミやホコリが少なく十分な換気が可能な場所に設置しましょう。また、安全性のためには近くに可燃物がないことも大切です。エ
エアーコンプレッサーを適切な環境で使用していない場合、消費電力が著しくアップする可能性もあります。エアーコンプレッサーの設置環境が節電に悪影響を及ぼしたケースとして典型的なのは、設置スペースの換気を十分に行っていなかったことで湿度が上昇し、これにより機器の吸気温度も上昇してしまうケースです。
エアーコンプレッサーの節電効率が設置環境に依存するとは、工場内の製造スタッフも気づいていないことが多いです。節電のためには、まず設置場所を一から見直してみてください。
2.エアーコンプレッサーのフィルター浄化で節電効果アップ!
高温多湿な環境でエアーコンプレッサーを長期間使用していると、汚れによって吸気フィルターが目詰まりしてしまうことも良くあります。
これにより、当然ながら吸気効率が大きく低下してしまい、エアーコンプレッサー内部で気圧損が発生する事態に繋がります。そのため設置スペースを適度に低温化し、フィルターを汚れにくくする工夫が必要です。同時に汚れたフィルターの浄化も積極的に進めましょう。
これらのメンテナンスと浄化を確実に行うことでエアーコンプレッサーの吸気温度が10℃ほど低くなり、エネルギー効率も3%ほど改善して節電効果に繋がったという事例もあります。また、機器内の空気量も従来の5%ほど改善しています。
金属加工産業ではクーラント使用を減らすことが節電の重要なカギ
日本の機械加工を支えてきた分野として、「金属加工」産業があります。自動車や精密機械の製造に長けた日本では、高レベルな金属加工技術が大きな武器です。
その絶え間ない加工(金属では切削)作業で常に消費されるのがクーラントと呼ばれる切削潤滑油で、機器の冷却にも使用されます。金属加工の場合、一般的にクーラントの使用に消費される電力は総消費電力の50%以上を占めると言われています。
そのため、クーラントに消費される電力をコントロールすることが大切です。
エアーブロー窒素を活用した加工方式でクーラントの使用を減らす
クーラント消費を低くできる加工方式の1つが、「エアーブロー窒素」による切削方式です。その名の通り、窒素ガスを飛ばすことで切削する方式です。クーラントを全く消費しない方式でありながら、機器の熱も抑えられて節電が達成しやすくなります。
エアーブロー窒素方式には2つのタイプがあります。それが「ドライ加工」と「冷風加工」です。
このうち、冷風加工は加工時の騒音や電力消費に関してそれほど高い能力は発揮できません。そのため、エアーブロー窒素はドライ加工を採用することが多くなりますが、クーラントを全く使用しないことで細かい切削粉が飛散してしまうなど、管理が面倒になるというデメリットもあります。
オイルミストを活用した加工方式でクーラントの使用を減らす
次に「オイルミスト」を使用した加工方式です。この方式ではクーラントの消費が少量に抑えられることが特徴で、一般的に「ニアドライ加工」と呼ばれます。
この方法はエアーブロー窒素に比べると冷却性では劣り、従来のクーラントを大量に使用する「フラッド給油加工」と同様機器が火災を起こすリスクはあります。しかし、ニアドライ加工は「フラッド給油加工」よりも冷却性が若干高まっています。
また、上述のエアーブロー窒素加工が加工精度に若干難があるケースも多いのに対し、ニアドライ加工は精度に優れているというメリットがあります。
このように、機械加工産業で効果的な節電を行うには、可動率の向上やエアーコンプレッサーの効率アップが大切だと分かりました。
こうした対策を行うことで、節電効果だけでなく生産性も高くなり、一石二鳥です!ぜひあなたの工場でも節電対策を進めてみてください。